

























Chance over machines quickly, saving time and money
Engineering.

In the printing industry, feeder machines overlay printed sheets of paper in the correct sequence and feed them through a conveyor belt for finishing, including stapling and punching. Since magazines have different numbers of pages and paper configurations, the machines have to be convertible in order to be able to vary the type and number of feeder stations. The systems are subject to heavy soiling, because the paper has to be slightly powder-coated.
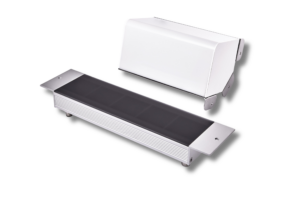
A lot of hard work is required to convert the feeder machine for a new order. Configuration of the feeder stations requires that several lines be connected per station. Finally, the supply voltage, control signals and a data bus must be connected to each feeder station. For an order with six feeder stations, it takes up to one hour before the system is restarted. During this time, 20,000 magazines could have been produced. A lot of money is lost due to long changeover times. Another disadvantage: the standard format of the existing control box is cubic, which has a disruptive effect on the system design.
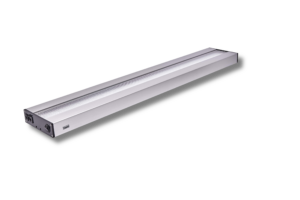
Sangel designed a pre-installed comprehensive package for the new machine generation. The individual feeder stations are now connected with a single line with only one plug connector for the power supply, the control signals and the bus connection. The connector is designed for heavy-duty operation appropriate to the operating conditions and is good for 10,000 mating cycles, ensuring operation for about 20 years. Only then will the connection set need to be replaced. The operator reduces the time required for the changeover process per feeder station from twelve minutes to two minutes. The newly designed control box is now a fully integrated housing part instead of a disruptive attachment. A plug-in design for transferring the supply reduces the diagnostic effort in the event of an error. A coordinated installation module replaces many individual parts. The module is pre-installed and tested. As a result, we reduced installation time by 45 minutes for each station production and by 15 minutes for each commissioning. Per feeding station!
STAY INFORMED
Our Download Centre.

Download the catalogue for your drive system now.
Here you can download our current brochures in the areas of drive systems, LED industrial luminaires, Original Equipment Manufacturer and system assemblies, as well as the current delivery and payment conditions and purchasing conditions of SANGEL® Systemtechnik GmbH as pdf documents. pdf documents.

WIND ENERGY

ROBOTICS

LOADING CRANE





